RUS |
RUS |
 UKR UKR |
ENG  |
 |
| Автореферат | Бібліотека | Посилання |
|
"Дуговые печи постоянного тока нового
поколения В настоящее время на большинстве предприятий России остро стоит вопрос старения основных фондов, их низкая конкурентоспособность и вредное воздействие производства на окружающую среду. На машиностроительных предприятиях особенно большой вред окружающей среде наносят плавильные печи, в частности, дуговые печи переменного тока (ДСП). Традиционным методом защиты воздушного бассейна от вредного воздействия "старых цехов" является строительство мощных устройств пылегазоочистки, высокая стоимость сооружения и эксплуатации которых снижает и так низкую рентабельность производства литья. В настоящее время, в связи с введением в действие Закона "О связи", высокие требования к предприятиям будут предъявлены системами электроснабжения к уровню помех, генерируемых потребителем и передаваемых в электросети. ДСП являются источником интенсивных помех и их дальнейшая эксплуатация в существующем виде требует строительства мощных фильтрокомпенсирующих устройств (ФКУ), стоимость которых соизмерима со стоимостью существующего оборудования. Как и на других предприятиях, эти вопросы остро стоят на ОАО "Курганмашзавод". Для плавки черных металлов на предприятии используются дуговые печи переменного тока емкостью 5 тонн ДС-5МТ. Технические возможности этих печей позволяют выплавлять широкую гамму литейных сплавов с высокими показателями качества, независимыми от качества шихты, что выгодно отличает предприятие от заводов, оснащенных, например, индукционными печами, пассивными в технологическом отношении. Высокое качество, большая номенклатура и относительно невысокая стоимость отливок обеспечивают стабильный сбыт литья, ритмичную работу предприятия. На заводе освоен выпуск литых заготовок из конструкционных марок сталей углеродистых, легированных и высоколегированных, таких как 25Л-50Л, 35ХНЛ, 30ХМЛ, 27СГТЛ, 40ХЛ, 110Г13Л, 20Х13Л, 20Х24Н12С2Л и др., а также из чугунов СЧ15 - СЧ30 и ВЧ40 - ВЧ70. Строительство пылегазоочистных сооружений, которыми печи в настоящее время не оснащены, значительно увеличит себестоимость литья без улучшения экономических и качественных показателей производства. Недостатком ДСП являются высокий уровень удельного расхода электроэнергии примерно 815 кВт.ч/т расплава, графитированных электродов до 5,5 кг/т и более, угар шихтовых материалов и ферросплавов 3,5 - 6 %. На обслуживающий персонал воздействует высокий уровень шума до 103-105 дБА. Для повышения рентабельности производства иностранными и отечественными фирмами рекламируется реконструкция дуговых печей переменного тока, включающая в себя увеличение мощности печного трансформатора, широкое использование кислорода, газо-кислородных горелок, вспененного шлака. Такая реконструкция обеспечивает снижение удельного расхода электроэнергии, графитированных электродов, ускоряет темп плавления. В тоже время, после реконструкции возможна работа печей только с "болотом" - остатком металла в печи в количестве 20-30 % от емкости ванны, угар шахты увеличивается до 9-12 %, многократно возрастают пылегазовыбросы, а затраты на энегроносители, электрическую энергию, кислород, газ, шихту (как топливо), угольный порошок увеличивают, а не уменьшают затраты на передел. Использование печей с комбинированным типом нагрева весьма спорно в металлургической промышленности и неприемлемо в литейном производстве. При наличии "болота" трудно провести смену марок выплавляемых сталей, а угар 9-12 % шихты, в литейном производстве на 40-60 % состоящей из возврата собственного производства, приведет к сверхвысоким потерям основного металла и ферросплавов, исключает экономичный переплав легированной шихты, побуждает оснащать печи дорогими системами пылегазоочистки. В предлагаемых печах возможно ведение только окислительного процесса, а для легирования и рафинирования расплава необходимо использовать установки печь-ковш, легирование расплава в которых можно провести только свежими ферросплавами. В процессе выбора направления реконструкции может рассматриваться замена дуговых печей на индукционные печи. При анализе этой возможности следует обратить внимание на высокое качество литья, производимого на дуговых печах. В индукционной печи любой конструкции невозможно провести активные шлаковые процессы, рудный или кислородный кип, а это значит, что для производства качественного металла для индукционной печи требуются особо качественные шихта и ферросплавы. Такая шихта, как правило, предприятиям недоступна или обладает высокой стоимостью. Эта главная причина, включая принципиальную взрывоопасность индукционных печей, высокие требования к футеровке, повышенный расход электроэнергии и др. побуждают сохранять дуговой нагрев. Знакомство специалистов ОАО "Курганмашзавод" с разработками НТФ "ЭКТА" в области создания дуговых печей постоянного тока нового поколения и очевидная польза сотрудничества специалистов завода в области технологии и специалистов НТФ "ЭКТА" в области печестроения побудили к проведению совместной работы по переводу дуговых печей переменного тока на питание постоянным током. При этом предполагалось, что новая технология должна
уменьшить уровень загрязнения окружающей среды и воздействие на питающую
энергосистему до допустимых величин, а снижение угара металла,
графитированных электродов, расхода электроэнергии и повышение качества
металла должны быстро окупить произведенные затраты. Преимущества
достигаются за счет повышения эффективности нагрева металла дуговым
разрядом, а не устранением существующих в настоящее время проблем с его
негативными воздействиями путем привлечения других видов нагрева,
строительства мощных систем пылегазоочистки, ФКУ и т.д. Реконструкция механической и электросиловой частей. Дуговой плавильный агрегат постоянного тока (ДППТ-5АГ) состоит из двух плавильных печей емкостью 5 тонн, подключенных к одному источнику электропитания постоянного тока. Агрегат был выполнен путем реконструкции двух дуговых плавильных установок переменного тока емкостью 5 тонн (ДС-5МТ), которые находятся в длительной эксплуатации на литейном заводе ОАО "Курганмашзавод". Массовое производство дуговых печей переменного тока емкостью 5 тонн ДС-5МТ осуществлялось в 70-80 годы и они в настоящее время эксплуатируются на многих предприятиях России. Плавильная емкость печи ДС-5МТ размещается на тележке и при плавлении металла находится под порталом печи. Она закрыта сводом, подвешенным к порталу печи. Слив металла и скачивание шлака обеспечиваются наклоном печи в сторону сливного желоба или рабочего окна. Перед завалкой печи свод приподнимают, а плавильная емкость на тележке выкатывается на рабочую площадку, где с помощью завалочной корзины ее загружают. На печи установлены механизмы перемещения трех графитированных электродов, проходящих через отверстия в своде печи. Плавильная емкость и свод футеруются основными или кислыми огнеупорными материалами. Механическая часть ДС-5МТ проста и надежна, обладает высокой ремонтной пригодностью. Силовое электропитание печей осуществляется от
трансформаторов типа ЭТМПК-4200/10, управление электрическим режимом
производится переключением ступеней напряжения трансформатора и приводом
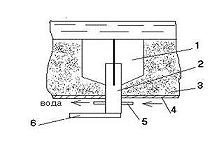
перемещения графитированных электродов. Реконструкция печей по методике НТФ "ЭКТА" позволила максимально использовать оборудование печей ДС-5МТ, разместить дополнительные элементы источника электропитания без значительных строительных работ, сохранить и расширить их технологические возможности. В частности были сохранены механические части печей ДС-5МТ, в которые были внесены следующие изменения. Сняты две стойки электрододержателей, а оставшаяся стойка обеспечила перемещение электрода вдоль вертикальной оси печи. В подине печи были размещены два подовых электрода для подвода тока к шихте. Подовые электроды имеют минимальный размер выступающей за кожух печи части, что позволило разместить токоподвод к ним под днищем выкатной ванны без серьезных изменений конструкции печи. Подовый электрод, разработанный НТФ "ЭКТА" (рис.1),
выполнен в соответствии с [1] и состоит из двух частей - активной (1),
находящейся в контакте с расплавом и выполненной в виде стальных листов,
приваренных к боковой поверхности основной части электрода, которая в свою
очередь представляет собой стальную трубу, заполненную изнутри на
установке электрошлакового литья медью (2). Основная часть подового
электрода размещается внутри половины по высоте футеровки подины, а ее
нижний торец выходит за пределы кожуха печи (4). Каналы охлаждения (5) и
токопровод (6) размещены ниже кожуха печи. Такая конструкция подового
электрода гарантирует взрывобезопасность печи, минимальные тепловые
потери, высокую стойкость подины - 3-5 лет и многократное использование
основной части подового электрода. Рис. 1. Установка подового электрода. При разработке механической части печи была использована возможность перевода на постоянный ток двух ДС-5МТ, расположенных рядом. Это позволило не устанавливать специальный печной трансформатор, сохранить печные трансформаторы с системой коммутации по высокой стороне и не менять шины, соединяющие низкую сторону трансформаторов в треугольник. Для выполнения концепции плавки НТФ "ЭКТА"[2], обеспечивающей технологические, экологические и энергосберегающие преимущества печей, силовая схема установки должна была обеспечить начало плавки на высоком напряжении и пониженном токе, а остальные периоды работы на уменьшенном напряжении и увеличенном токе с независимым управлением токами, проходящими через подовые электроды. Поэтому, каждый из печных трансформаторов был подключен к одной из двух силовых тиристорных секций с тиристорным переключателем для их последовательного и параллельного соединения. В цепи постоянного тока были установлены силовые сглаживающие реакторы и диодная развязка, через которую подключены подовые электроды двух печей. Отрицательные выводы выпрямителя соединили с токопроводами графитированных электродов. Электросиловая часть печи позволяет обеспечить работу двух печей, независимое управление током в подовых электродах, необходимое для перемешивания расплава и плавильные режимы в три стадии: 1-я - ток дуги 7-7,5 кА, напряжение на дуге до 600 В. Максимальная мощность источника электропитания составляет 4500 кВА и обеспечивает время расплавления около 40 минут. табилизация тока тиристорным преобразователем и почти 50 % недогрузка по мощности трансформаторов повышает их эксплуатационную надежность, ликвидируя возможности их выхода их строя, связанные со старением в процессе предшествующей эксплуатации. При реконструкции печи были полностью заменены пульты и щиты управления печной установкой. Новая система управления позволяет стабилизировать и независимо регулировать ток и напряжение дуги, контролировать и автоматически управлять режимами плавки, осуществлять управление перемешиванием расплава, контролировать и защищать основные узлы печной установки. Для оптимизации технологических возможностей печного агрегата футеровка плавильных емкостей была выполнена на одной печи - основной, на другой - кислой. Результаты работы печного агрегата постоянного тока. Результаты начала освоения печного агрегата, полученные в ходе более 200 плавок, подтвердили правильность выбора направления работы. Установка ДППТ-5АГ сохранила все преимущества ДС-5М - возможность полного или частичного слива металла, ведения полного металлургического процесса, простоту ухода за футеровкой. Уже первые плавки показали резкое снижение уровня выбросов пыли, шума, а так же колебаний электрической мощности. Проведенные ориентировочные замеры выбросов пыли при плавке стали 110Г13Л, в ДППТ-5АГ дали следующие результаты: 1 Выбросы: пыль 0,7914 г/с (ПДВ - 0,9853 г/с) 2. Колебания мощности нагрузки в период расплавления снизились не менее чем на 80%. 3. Экономия электроэнергии составила - 188,6 кВт.ч/т или 23% в сравнении с ее расходом на печи ДС-5МТ. На опытных плавках, результаты которых по мере наработки опыта станут постоянными, экономия электроэнергии достигла 300-320 кВт.ч/т. 4. Расход графитированных электродов составил 1,39 кг/т или в 3,8 раза меньше чем в печи ДС-5МТ. Увеличение слива металла за счет снижения угара шихты и экономия ферросплавов качественно определяются как весьма значительные. Количественные оценки могут быть сделаны в процессе более длительной эксплуатации. Предварительно увеличение слива металла из ДППТ-5АГ в сравнении с ДС-5МТ за счет снижения угара шихты с 6,0…6,5 до 1,0…1,5 %. составило 45…55 кг на 1 тонну выплавляемой стали. Были проведены сравнительные испытания, стали 110Г13Л ГОСТ 977-88, выплавленной в печи ДС-5МТ (плавки 1 и 2) и в печи ДППТ-5АГ (плавки 3 и 4) на изгиб, твердость и микроструктуру. Результаты испытаний приведены в таблицах 1,2,3.
|
|
Таблица 1. Химсостав стали 110Г13Л. |
|
№ плавки |
C |
Mn |
Si | S |
P |
Cr |
Ni |
|
1 |
1.36 |
12.08 |
0.62 | 0.005 |
0.060 |
0.54 |
0.22 |
|
2 |
1.38 |
11.81 |
0.55 | 0.002 |
0.060 |
0.61 |
0.22 |
|
3 |
1.35 |
12.46 |
0.65 | 0.002 |
0.057 |
0.47 |
0.25 |
|
4 |
1.36 |
11.99 |
0.73 | 0.003 |
0.053 |
0.42 |
0.27 |
|
Таблица 2. Механические свойства |
|
Номер плавки |
Стрела прогиба, мм |
Твердость, НВ |
|
1 |
2.8 |
255 |
|
2 |
2.5 |
269 |
|
3 |
3.6 |
269 |
|
4 |
4.4 |
269 |
|
Условия испытания на изгиб при постоянной нагрузке 6 т, расстояние между опорами 200мм. Таблица 3. Результаты металлографического исследования *. |
|
Номер плавки |
Балл аустенитного зерна |
Балл по карбидам |
|
1 |
2 |
2a |
|
2 |
2-3 |
2a |
|
3 |
1 |
2a |
|
4 |
1 |
2a |
|
*Оценка произведена по шкале контроля микроструктуры траков, после закалки. Из результатов анализов были сделаны следующие выводы: В процессе плавки постоянно происходит перемещение металла и его
активное взаимодействие со шлаком. Это позволило значительно легче, чем в
печи, работающей на переменном токе, удалять из металла вредные примеси Р
и S. Однородность химического состава и температуры по всему объему ванны создает благоприятные предпосылки, наряду с другими факторами, равномерного распределения зародышевых центров при кристаллизации отливок и получение мелкозернистой структуры металла. При плавках на ДППТ-5АГ из-за низкого угара металла практически не образуется первичный шлак, а при подаче шлакообразующих материалов в течение 2-3 минут формируется шлак высокого качества, который в условиях интенсивного перемешивания активно взаимодействует с металлом. Предварительные результаты указывают на возможность значительного сокращения времени плавки за счет ускорения ведения технологических процессов на печи. Перевод ДС-5М на питание постоянным током позволил значительно
уменьшить требования к переплавляемой шихте. Так как в процессе плавки по
новой схеме плавления графитированный электрод не находится внутри
проплавляемого колодца, нет вероятности его поломок при падении очень
крупных кусков шихты и упора в зашлакованные конгломераты, а практическое
отсутствие угара металла позволяет с высоким выходом переплавлять
свехлегковесную шихту, например стружку, без потерь. Получены первые положительные результаты повышения качества литых заготовок из чугуна СЧ и ВЧ. Результаты реконструкции ДС-5М позволили полностью подтвердить возможность решения поставленных задач, показали то, что полученные новые характеристики печей по всем основным параметрам значительно опережают лучшие известные нам отечественные и зарубежные аналоги. На ОАО "Курганмашзавод" в перспективе намечается работа по дальнейшей реконструкции плавильных печей, работающих на переменном токе, с переводом их на постоянных ток. Литература: Патент РФ № 2112187 "Подовый электрод электропечи". |
 Polyak_VO@mail.ru
Polyak_VO@mail.ru